







Описание
Характеристики
|
STALEX W01-2×1250 |
|
| Рабочая длина, мм | 1250 |
| Макс. толщина листа, мм | 2,0 |
| Диаметр валов, мм | 60 |
| Габариты упаковки, мм | 1800х500х690 |
| Масса нетто/брутто, кг | 223/260 |
*Максимально допустимая толщина при работе с цветными металлами – не более 2,0мм.
*Максимальная допустимая толщина листа при работе с низкоуглеродистой сталью (предел текучести σs не должен превышать параметр σs ≤245 МПа) – не более 1,4мм
*Максимально допустимая толщина при работе с нержавеющей сталью – не более 1,0мм.
Минимально возможный Ø при работе с низкоуглеродистой сталью 1,4мм – не менее 210мм (т.к. это зависит не только от Ø валов, но и вида, сорта, термообработки материала, а также его длины и толщины). Более точно определить минимальный Ø — возможно только пробной прокаткой.
*Максимальная допустимая толщина листа при работе с низкоуглеродистой сталью (предел текучести σs не должен превышать параметр σs ≤245 МПа) – не более 1,4мм
*Максимально допустимая толщина при работе с нержавеющей сталью – не более 1,0мм.
Минимально возможный Ø при работе с низкоуглеродистой сталью 1,4мм – не менее 210мм (т.к. это зависит не только от Ø валов, но и вида, сорта, термообработки материала, а также его длины и толщины). Более точно определить минимальный Ø — возможно только пробной прокаткой.
Особенности
- Модель снабжена гладкими валами из полированной стали – поверхность заготовок не повреждается.
- Снятие готовых изделий осуществляется быстро и удобно благодаря быстросъемному зажиму на верхнем валу.
- Каркас модели выполнен из высококачественной стали – это гарантия жесткости и прочности даже при работе с твердыми металлами.
- Ручной привод исключает необходимость подключения к внешнему питанию, а элементы привода из закаленной стали придают ей высокую надежность и долговечность.
- Продольный паз верхнего вала для заправки листа
- Проточки для гибки прутка
- Вес и система крепёжных тяг позволяют работать с макс. возможной толщиной листа из оцинкованной стали на ручных вальцах при макс. «узких» диаметрах валов (60мм)
- Жёсткость станка позволяют эффективно работать с заготовками с макс. толщиной 2мм
- Два вала скорости вращения (2ой вал, это вал пониженной скорости для работы с макс. толщиной листа)
- Литьевые чугунные боковые опоры
- Маховик перемещения заднего вала, при помощи реечного механизма и тяги синхронно перемещаются противоположные стороны вала
- Маховик перемещения нижнего вала при помощи пары ползунов и тяги синхронно перемещаются противоположные стороны вала
- Стопорный винт передаточной шестерни на вал пониженной скорости (предназначен для фиксации шестерни в рабочем и холостом положение, для выключения холостого вращения вала при необходимости)
 |
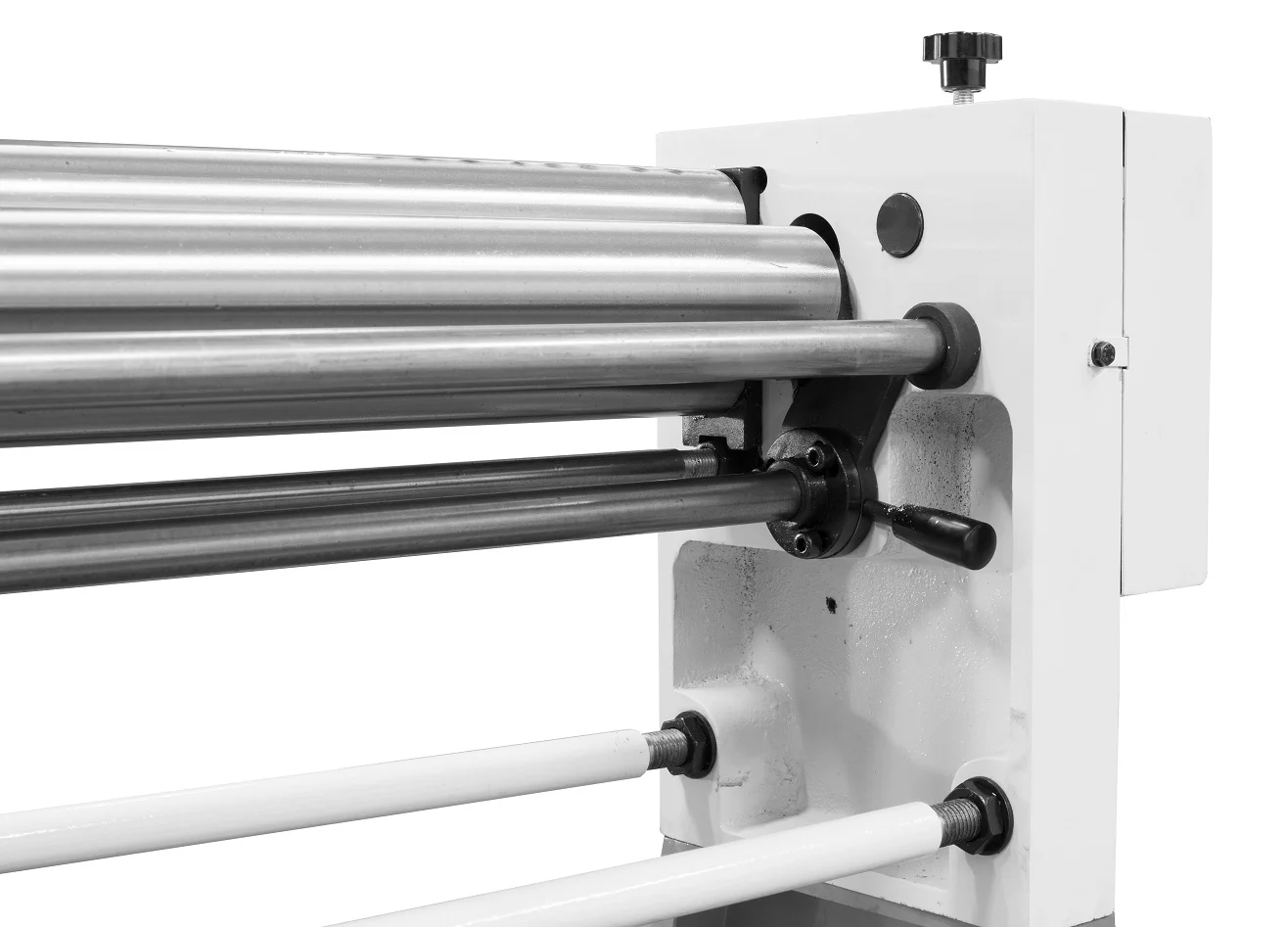
Рычаг фиксации верхнего вала | ||||
 |
Нижний вал – предназначен для регулировки толщины листа | ||||
| Задний Вал — предназначен для регулировки R получаемого на заготовки | |||||
 |
Продольный паз верхнего вала для заправки листа | ||||
| Проточки для гибки прутка | |||||
 |
Вал пониженной скорости для работы с макс. толщиной листа | ||||
| Вал скорости вращения для работы с малыми и средними толщинами листа | |||||
 |
Маховик перемещения заднего вала | ||||
| Реечный механизм с синхронизирующей тягой | |||||
 |
Маховик перемещения нижнего вала | ||||
| Механизм привода ползуна с синхронизирующей тягой | |||||
 |
Стопорный винт | ||||
| Переходной вал с шестерней |


