




Описание
Характеристики
| METAL MASTER ТСТПП100 | |
|---|---|
| Ширина губок, мм | 100 |
| Максимальная ширина раскрытия, мм | 75 |
| Высота губок, мм | 35 |
| Расстояние между крепежными болтами, мм | 160 |
| Длина, мм | 250 |
| Ширина направляющей шпонки, мм | 14 |
| Диаметр крепежного болта | М10 |
| Габаритные размеры упаковки, мм | 280*150*130 |
| Масса, кг | 9 |
Преимущества
- Создание инструмента выполняется в соответствии с ISO 9001. Корпусные детали изготавливаются из высококачественного чугуна.
- Губки закалены.

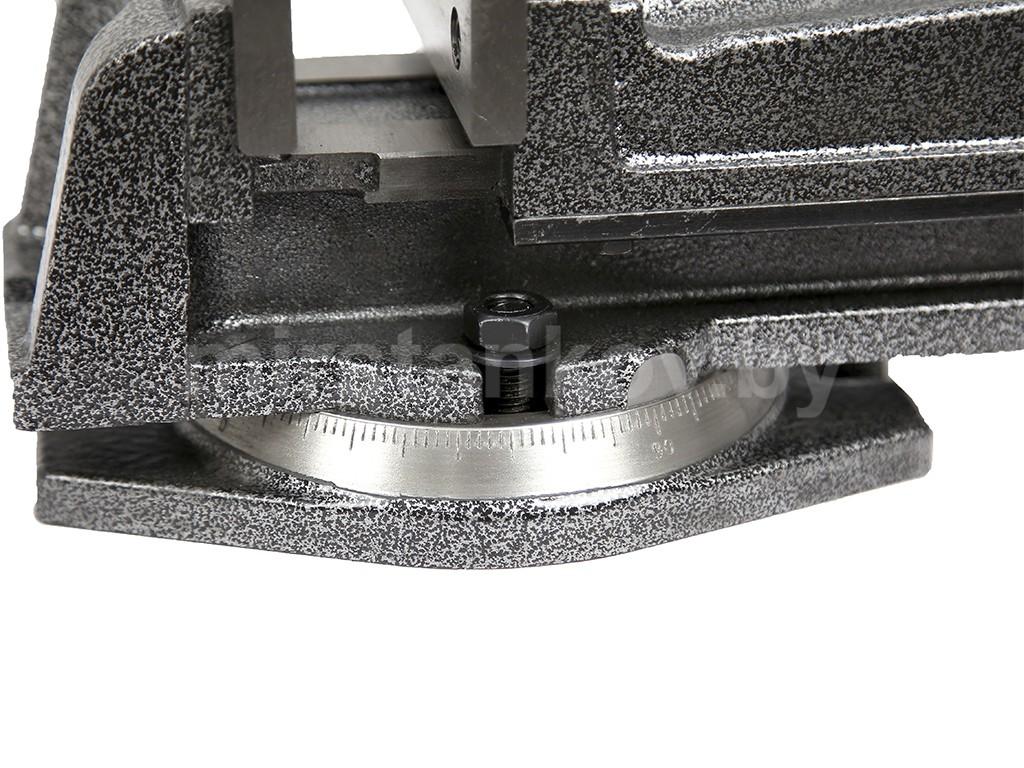
- Поворотная база корпуса градуирована по шкале с шагом в 1 градус. Шкала определена гравировкой, что обеспечивает качество и длительность эксплуатации

- Тиски позволяют проводить обработку деталей, обеспечивая точностные характеристики базирования закрепляемых заготовок, которые представлены в таблице.
Точностные характеристики базирования закрепляемых заготовок
| Схема, принцип измерения | Точностной параметр | Значения |
 |
Параллельность верхней поверхности базирования и нижней поверхности | На длине 100мм
0,030мм |
 |
Перпендикулярность неподвижной губки, а также подвижной губки к поверхности базирования заготовки | На длине 100мм
0,030мм |
 |
Перпендикулярности неподвижной губки к поверхности продольного паза | На длине 100мм
0,030мм |
 |
Параллельность неподвижной губки к поверхности поперечного паза на корпусе | На длине 100мм
0 ,030мм |
 |
Параллельность контролируемой верхней поверхности и нижней поверхности | На длине 100мм
0,030мм |
 |
Параллельность фиксированной направляющей прорези к основанию | На длине 100мм
0,030мм |
 |
Перпендикулярность сторон корпуса к основанию | На длине 100мм
0,050мм |
 |
Параллельность двух сторон в продольном направлении. | На длине 100мм 0,060мм |
УСЛОВИЯ ЭКСПЛУАТАЦИИ
- Перед установкой тисков на стол станка, их необходимо расконсервировать.
- Установить на стол станка, закрепить болтами, шпонками, прихватами по ГОСТ 13152.
- Смазку направляющих винтовой пары и других трущихся поверхностей производить раз в смену с предварительной очисткой. Условия эксплуатации – ГОСТ 15150 в закрытом помещении при отсутствии паров агрессивных веществ, вызывающих коррозию.
- Отрегулировать с помощью установочного винта в середине подвижной губки регулировкой зазора между гайкой и корпусом.
КОМПЛЕКТНОСТЬ
- тиски в сборе;
- паспорт.
ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
- Рукоятка и накладные губки не должны иметь забоин и заусенцев.
- Тиски должны иметь устройство, предотвращающее полное вывинчивание ходового винта из гайки.
- Отверстие головки винта должно иметь с двух сторон фаски для предохранения рук рабочего от защемления.
- Крепление должно быть надежным, исключающим самопроизвольное ослабление в процессе работы.
- Запрещается применять ударную нагрузку на рукоятку при зажиме и удлинении рукоятки.

Это приводит к снижению точностных характеристик и поломкам ходового винта.
- Тиски должны выдерживать проверку на прочность с превышением усилия зажима на 25%.




